Thiết kế điều khiển dây chuyền sản xuất bột Cacao hòa tan dùng PLC S7-1200 và màn HMI
1 Khoa Công nghệ, Trường Đại học Công nghệ Đồng Nai
2Trung tâm Phát triển công nghệ và Trưng bày sản phẩm, Trường Đại học Công nghệ Đồng Nai
3Phòng tài chính tổng hợp,Trường Đại học Công nghệ Đồng Nai
Email: hoangthitrang@dntu.edu.vn
(SK&MT) - Tóm tắt: Trong bài viết này, trình bày thiết kế điều khiển dây chuyền sản xuất cacao hòa tan trên màn hình HMI và PLC S7-1200. Trong các dây chuyền sản xuất ngày nay vẫn còn sử dụng hệ thống điều khiển bằng nút nhấn – khởi động từ. Việc sử dụng hệ thống điều khiển như vậy, làm cho hệ thống điều khiển cồng kềnh, khó khăn trong việc vận hành và sữa chữa. Do đó một trong những phương án tốt nhất và được sử dụng rộng rãi hiện nay là thay thế hệ thống điều khiển nút nhấn – khởi động từ bằng bộ điều khiển HMI – PLC. Trong hệ thống điều khiển dây chuyền sản xuất cacao hòa tan, sử dụng thiết bị lập trình điều khiển PLC S7-1200 và giám sát hệ thống trên màn hình HMI, làm nâng cao năng suất, chất lượng sản phẩm.
Từ khóa: Điều khiển dây chuyền sản xuất, PLC, HMI
Abstract: In this article, present the design to control the production line of instant cacao on HMI and PLC S7-1200. In the production line today still use the control system with Button-Contactor. The use of such a control system makes the control system cumbersome, difficult to operate and repair. So one of the best and most widely used options today is to replace the "Button-Contactor" control system with the HMI-PLC controller. In the control system of instant cacao production lines, using PLC programming device S7-1200 and monitoring the system on HMI screen, improving productivity and product quality.
Keywords: Control the production line, PLC, WINCC
I. ĐẶT VẤN ĐỀ
Ngày nay, trong lĩnh vực công nghiệp tự động hóa ngày càng phát triển, các máy móc thiết bị, hệ thống tự động ngày càng trở nên đa dạng và phong phú, nhờ đó mà năng suất sản xuất cũng như chất lượng sản phẩm ngày càng được nâng cao và PLC S7-1200 là một trong những thiết bị thông dụng trong lĩnh vực này.
Trong các dây chuyền sản xuất ngày nay vẫn còn sử dụng hệ thống điều khiển bằng nút nhấn – khởi động từ. Việc sử dụng hệ thống điều khiển như vậy, làm cho hệ thống điều khiển cồng kềnh (nhiều dây nối, nhiều nút nhấn, rơle, khởi động từ…), làm khó khăn cho việc vận hành cũng như sửa chữa và chiếm diện tích lắp đặt máy móc.
Việc sử dụng hệ thống điều khiển bằng PLC và màn hình HMI giúp cho hệ thống hoạt động linh hoạt, hệ thống điều khiển nhỏ gọn, giúp cho việc vận hành và sửa chữa hệ thống dễ dàng. Nghiên cứu này trình bày các kết quả nghiên cứu thiết kế điều khiển dây chuyền sản xuất cacao hòa tan với phần mềm PLC S7-1200 và dùng màn HMI được thực hiện tại trường Đại học Công nghệ Đồng Nai
II. NỘI DUNG
1. Bộ điều khiển lập trình
PLC S7-1200 là sự kết hợp với một vi xử lý, một bộ nguồn tích hợp, các tín hiệu đầu vào/ra, thiết kế theo nền tảng Profinet, các bộ đếm, phát xung tốc độ cao tích hợp trên thân, điều khiển vị trí (motion control), và ngõ vào Analog đã làm cho PLC S7-1200 trở thành bộ điều khiển nhỏ gọn nhưng mạnh mẽ. Các module tín hiệu để mở rộng I/O và các module giao tiếp dễ dàng kết nối với bộ điều khiển. Tất cả các phần cứng SIMATIC S7-1200 có thể được gắn trên DIN rail tiêu chuẩn hay trực tiếp trên bảng điều khiển, giảm được không gian và chí phí lắp đặt.
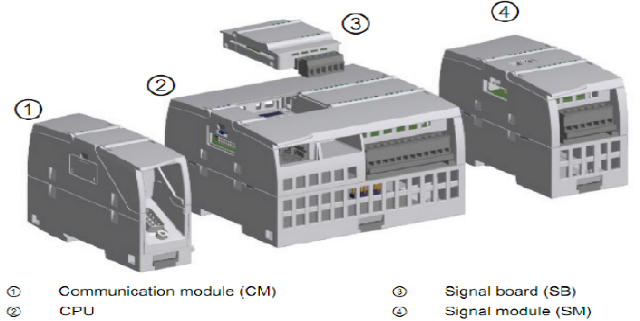
Hình1: dạng bên ngoài của S7 – 1200 và các module mở rộng
Các module mở rộng vào/ra bao gồm: module ngõ vào, module ngõ ra hoặc module vào/ra kết hợp. Bao gồm các loại 8, 16, và 32 kênh, hỗ trợ các tín hiệu I/O DC, relay và analog. Bên cạnh đó, mặt trên của PLC cho phép gắn thêm module mở rộng với 4 kênh ngõ vào/ra số hoặc 1 kênh analog. Việc này, cho phép bộ điều khiển S7-1200 nâng cấp I/O mà không cần thêm không gian. Thiết kế có thể mở rộng này giúp điều chỉnh các ứng dụng từ 10_I/O đến tối đa 284_I/O, với khả năng tương thích chương trình người sử dụng nhằm tránh phải lập trình lại khi chuyển đổi sang một bộ điều khiển lớn hơn.
2. Tổng quan về HMI
HMI là viết tắt của Human-Machine-Interface, có nghĩa là thiết bị giao tiếp giữa người hành, thiết kế và máy móc. Nó có chức năng hiển thị dữ liệu cho người vận hành và cho phép nhập lệnh điều khiển qua nhiều dạng: hình ảnh, sơ đồ, cửa sổ, menu, màn hình cảm ứng. Các ứng dụng trong hệ thống số điều khiển trên máy giặt, bảng hướng dẫn lựa chọn phần mềm hoạt động từ xa trên TV đều là HMI.
3. Cấu tạo HMI
- Phần cứng: gồm màn hình; các phím bấm và các chíp như: CPU, ROM, RAM, EPROM/Flash ….
- Phần mềm : Các đối tượng như các hàm và lệnh; Phần mềm phát triển; Các công cụ xây dựng HMI; Các công cụ kết nối, nạp chương trình và gỡ rối. Các công cụ mô phỏng
- Truyền thông: Các cổng truyền thông và các giao thức truyền thông
- Các thông số đặc trưng của HMI:
Độ lớn màn hình: quyết định thông tin cần hiển thị cùng lúc của HMI. Dung lượng bộ nhớ chương trình, bộ nhớ dữ liệu, Flash dữ liệu: quyết định số lượng tối đa biến số và dung lượng lưu trữ thông tin. Số lượng các phím cảm ứng trên màn hình. Chuẩn truyền thông, các giao thức hỗ trợ. Số lượng các đối tượng, hàm lệnh mà HMI hỗ trợ. Các cổng mở rộng: Printer, USB, CF, PCMCIA, PC100...

Hình 2: HMI KTP 700
4. Các ưu điểm của HMI
- Tính đầy đủ kịp thời và chính xác của thông tin.
- Tính mềm dẻo, dễ thay đổi bổ xung thông tin cần thiết.
- Tính đơn giản của hệ thống, dễ mở rộng, dễ vận hành và sửa chữa.
- Tính “Mở”: có khả năng kết nối mạnh, kết nối nhiều loại thiết bị và nhiều loại giao thức.
- Khả năng lưu trữ cao.
5. Phần mềm lập trình Simatic Tia Portal
Phần mềm Simatic Tia Portal Step7 cung cấp một môi trường thân thiện với người dùng, từ hiệu chỉnh, thư viện, và bộ điều chỉnh logic cần thiết đến ứng dụng điều khiển. Simatic Tia Portal Step7 cung cấp công cụ cho quản lý và cấu hình tất cả các thiết bị trong project, ví dụ như: PLC và thiết bị HMI. Simatic Tia Portal Step7 cung cấp hai ngôn ngữ lập trình (LAD và FBD), thích hợp và hiệu quả trong cải tiến lập trình điều khiển trong ứng dụng. Ngoài ra Simatic Tia Portal Step7 còn cung cấp bộ công cụ tạo và cấu hình thiết bị HMI.
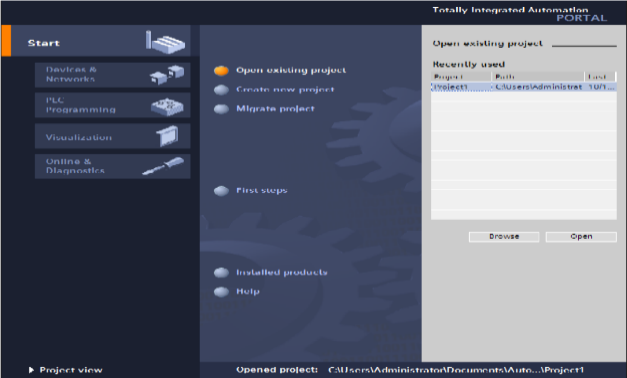
Hình 3: Giao diện chính của phần mềm
6. Giao tiếp giữa máy tính và PLC
Kết nối PLC và máy tính bằng cáp ethernet thông qua công Ethernet của PLC và máy tính.

Hình 4: Kết nối PLC với máy tính
- Sơ đồ khối các hệ thống sản xuất nghiền hạt cacao
Hệ thống bao gồm:
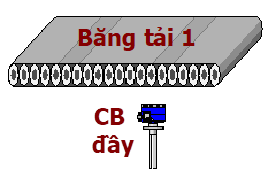
- Băng tải 1: băng tải 1 được kéo bằng động cơ 3 pha và đưa hạt cacao vào bồn nguyên liệu.
- Bồn nguyên liệu: chứa định lượng hạt cacao cho một mẻ rang và làm khô hạt khiến cho hương vị cacao đậm đà hơn. Trong quá trình sấy hạt sẽ được đảo liên tục để hạt khô đồng đều. thời gian sấy trong khoảng 10 đến 12 giờ ngày.

- Bồn rang hạt cacao: trước tiên cần rang lên để làm tăng mùi vị và hương thơm đặc trưng của cacao. Cần phải chú ý đến nhiệt độ rang. Nếu nhiệt độ cao quá sẽ khiến cho hạt bị cháy và đắng. còn rang không đủ nhiệt độ cacao sẽ không tiết hết được mùi thơm đặc trưng. Hạt cacao thường rang khoảng 2 giờ.



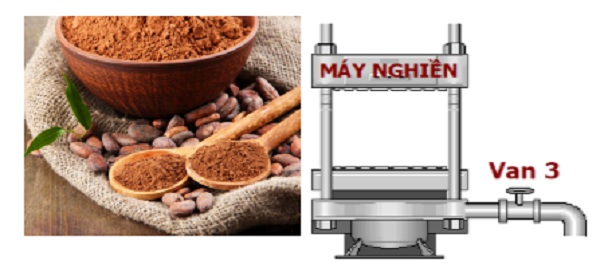
- Máy nghiền: Máy nghiền: nghiền cacao hạt sau khi rang, thành cacao bột.
6. Giao diện HMI điều khiển hệ thống
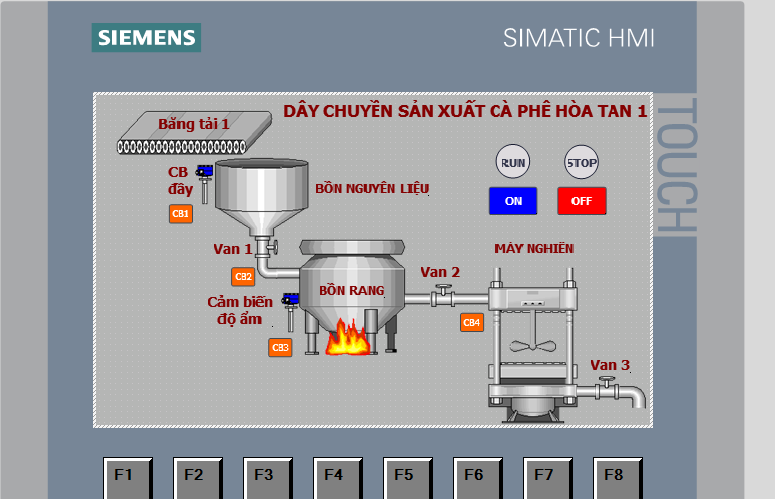
Sơ đồ 2:Hệ thống sản xuất bột cacao hòa tan giao diện HMI điều khiển hệ thống
III. KẾT LUẬN
Hệ thống điều khiển dây chuyền sản xuất cacao hòa tan bằng bộ điều khiển PLC S7-1200 và HMI KTP700 ứng dụng vào thực tế, giúp cho hệ thống gọn nhẹ, hoạt động linh hoạt, tin cậy, hiệu quả kinh tế cao, tăng năng suất. Giao diện HMI được thiết kế giúp cho việc giám sát và điều khiển hệ thống dễ dàng. Sau khi thiết kế xong hệ thống điều khiển, chúng tôi thấy hệ thống làm việc bình thường và ổn định theo đúng yêu cầu công nghệ.
TÀI LIỆU THAM KHẢO
-
- Trần Văn Hiếu, Tự động hóa PLC S7-1200 với TIA PORTAL, NXB Khoa học và Kỹ thuật.
- Nguyễn Trọng Phước, Ứng dụng PLC Siemens và Moeller trong tự động hóa, NXB Khoa học kỹ thuật TP.HCM, 2001.
- Lê Hoài Quốc, Chung Tấn Lâm , “PLC trong điều khiển các quá trình công nghiệp : Bộ điều khiển khả lập trình PLC”, Nhà xuất bản Đại học Quốc gia Tp.HCM, 2003
- Trần Thanh Hùng, Nguyễn Hoàng Dũng, “Giáo trình plc ứng dụng trong tự động hóa sản xuất” Nxb. Đại học Cần Thơ, 2012
- Siemens (2009), Làm quen với S7-1200 (S71200_getting_started), https://sites.google.com/site/chauchiduc
- Siemens (2009), Sổ tay S7-1200 (siemens_s7-1200_manual), https://sites.google.com/site/chauchiduc
Cùng chuyên mục

Thủ tướng: Phụ nữ Việt Nam vượt qua chính mình, trở thành lực lượng nòng cốt, nhân tố kiến tạo tiến trình đổi mới và phát triển

Bí thư Đảng ủy Liên hiệp Hội Việt Nam ứng cử đại biểu Quốc hội tại Phú Thọ

Giáo sư, Viện sỹ Châu Văn Minh là Bí thư Đảng ủy Liên hiệp các hội Khoa học và Kỹ thuật Việt Nam

Thủ tướng: Nhà máy chế tạo chip bán dẫn công nghệ cao là mắt xích then chốt mà Việt Nam còn thiếu

Bà Trịnh Thị Hồng Vân lọt vào top những cá nhân xuất sắc trong lĩnh vực khoa học công nghệ

Nâng cao nhận thức tạo chuyển động xã hội thực hiện Nghị quyết 57/NQTW
Các tin khác

Trí thức Việt Nam đồng hành vì một tương lai xanh

Tuần lễ Khoa học công nghệ, Đổi mới sáng tạo và Chuyển đổi số thành phố Cần Thơ

GS. Nguyễn Văn Tuấn đạt giải thưởng xuất sắc về nghiên cứu tại Úc

Hội thảo “Phát huy vai trò đội ngũ trí thức KH&CN trong đột phá phát triển khoa học, công nghê, đổi mới sáng tạo”

Thành lập Tổ Giúp việc của Thủ tướng Chính phủ về phát triển khoa học, công nghệ

Báo chí VUSTA phát huy vai trò kết nối trí thức, kiến tạo niềm tin và khơi dậy khát vọng đổi mới sáng tạo

Hội thảo khoa học: Ứng dụng công cụ AI trong phát triển giáo dục nghề nghiệp

Hội thảo “Xây dựng và phát triển tủ sách Khoa học và Công nghệ”

Tổng Bí thư chỉ rõ 'chìa khóa vàng' cho khát vọng Việt Nam hùng cường, thịnh vượng

Đọc nhiều

Nghiên cứu ứng dụng D-Panthenol và hệ nền sinh học: Bước tiến mới của DUYENTHI GROUP trong phục hồi hàng rào bảo vệ da

Những kỳ tích y khoa đầu năm 2026 tại Bệnh viên Đa khoa vùng Tây Nguyên

Bệnh viện Quân y 121 làm chủ kỹ thuật nút rò động mạch cảnh xoang hang

Cần Thơ xây dựng đội ngũ cán bộ y tế “Giỏi chuyên môn, sáng y đức, vững bản lĩnh, tận tâm phục vụ”

Quản lý đau hiệu quả, thước đo chất lượng chăm sóc người bệnh
Videos
E-magazine Inforgraphic Video

Thủ tướng động viên lực lượng bảo đảm vệ sinh môi trường ở Hà Nội

Diễn văn của Tổng Bí thư Tô Lâm tại phiên bế mạc Đại hội XIV của Đảng

Đại hội XIV của Đảng sự kiện trọng đại của đất nước trong giai đoạn mới

Hợp tác xã bệ đỡ vùng trồng rau an toàn tập trung tại Hưng Yên

Hưng Yên sản xuất rau quả công nghệ cao hướng đi bền vững cho nông nghiệp sạch

Xã Ô Diên – Hà Nội: Bất cập từ bãi vật liệu xây dựng gây ô nhiễm môi trường và trách nhiệm quản lý tại địa bàn cơ sở
Cảnh báo hành vi giả danh cán bộ thuế, cơ quan thuế để lừa đảo
Phòng ngừa cháy nổ trong dịp Tết Nguyên đán
Tuần lễ Khoa học công nghệ, Đổi mới sáng tạo và Chuyển đổi số thành phố Cần Thơ

Cô gái Khmer tiên phong đưa đường thốt nốt An Giang xuất ngoại

Đổi mới sáng tạo khẳng định vị thế của nông nghiệp Việt Nam

Nghệ nhân Lê Nguyễn Hoàng Anh Duy - người sáng lập thương hiệu đồng hồ MarkLE

Lào Cai: Kinh tế - Xã hội bứt phá mạnh mẽ, tạo đà thắng lợi ngay từ những tháng đầu năm 2026
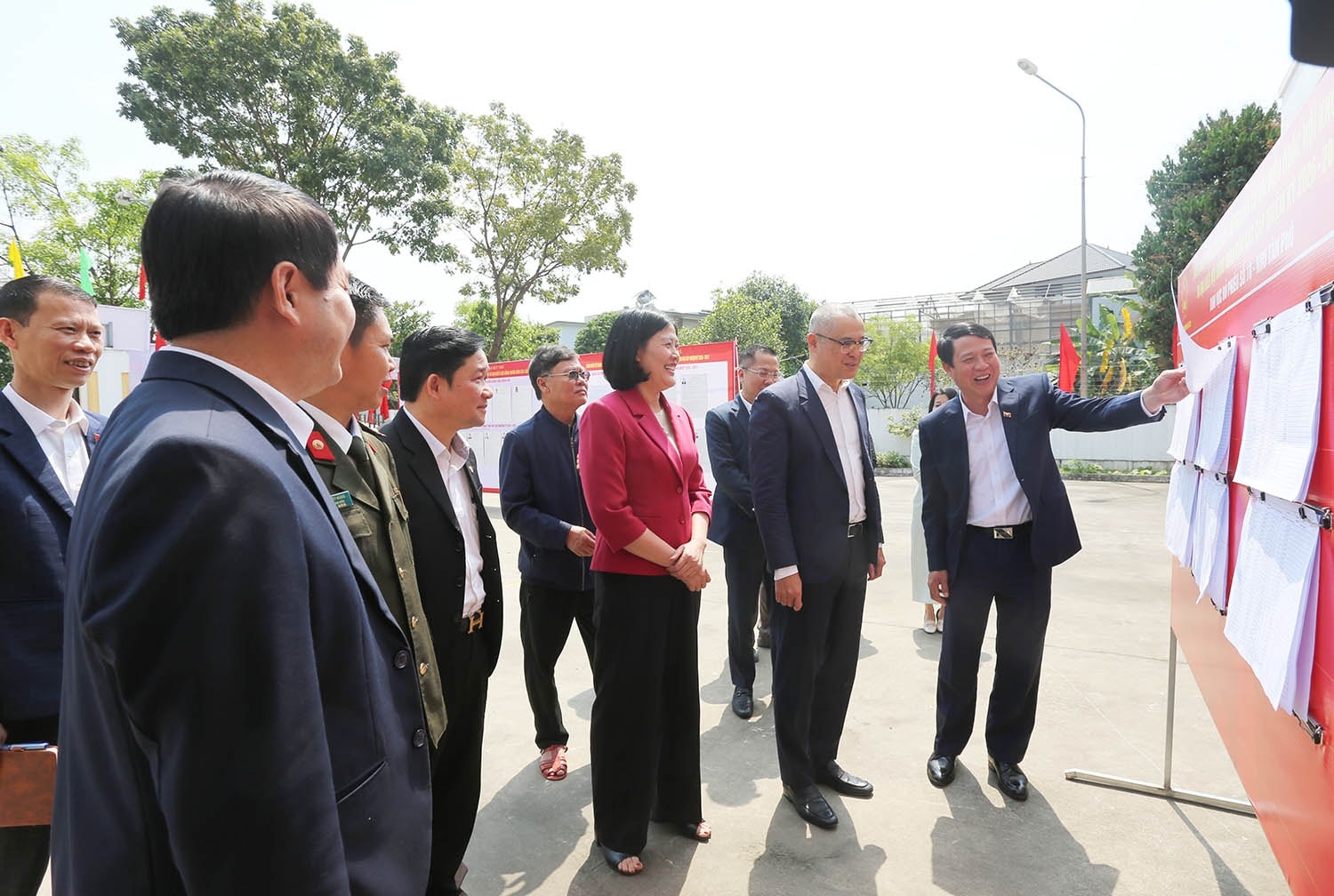
Phú Thọ: Ngày hội bầu cử - Động lực cho kỷ nguyên vươn mình của dân tộc

Giải mã đà tăng trưởng kỷ lục của một hãng hàng không Việt Nam

Đại Mỗ (Hà Nội): Bãi rác trên đất nông nghiệp đe dọa môi trường và sức khỏe cộng đồng

Thủ tướng ban hành Công điện về tăng cường giải pháp bảo đảm cung ứng xăng dầu

Nghịch lý tăng trưởng và bài toán nguồn cung bền vững tại đảo Ngọc

Lai Châu: Đưa sản phẩm OCOP vào hệ thống phân phối hiện đại, mở rộng thị trường tiêu thụ

Ngành Ngân hàng đồng hành phát triển kinh tế – xã hội vùng biên giới Sơn La

Thủ tướng đề xuất 3 ưu tiên chiến lược cho 3 chuyển động lớn của thế giới

Nhiều chương trình hấp dẫn đón Xuân Ất Tỵ tại Cantho Eco Resort

Trung Quốc: Số ca mắc bệnh lý đường hô hấp tiếp tục tăng

Báo động tỷ lệ nhiễm HIV ở phụ nữ và trẻ em gái

Nước hoa, mỹ phẩm cao cấp UNI: Tinh hoa từ Trầm Hương Việt

Bác sĩ Trần Nguyên Giáp: Chuyện “dính phốt” của một người quá mát tay trong ngành thẩm mỹ

Hành trình 13 năm xây dựng thương hiệu Thẩm mỹ Vũ Quang

Bác sĩ Nguyễn Hải Đăng: “Kiến tạo nụ cười, mang đến hạnh phúc”
Thủ tướng: Phụ nữ Việt Nam vượt qua chính mình, trở thành lực lượng nòng cốt, nhân tố kiến tạo tiến trình đổi mới và phát triển
Bí thư Đảng ủy Liên hiệp Hội Việt Nam ứng cử đại biểu Quốc hội tại Phú Thọ
Giáo sư, Viện sỹ Châu Văn Minh là Bí thư Đảng ủy Liên hiệp các hội Khoa học và Kỹ thuật Việt Nam
Thủ tướng: Nhà máy chế tạo chip bán dẫn công nghệ cao là mắt xích then chốt mà Việt Nam còn thiếu
Nổi bật

Lào Cai: Kinh tế - Xã hội bứt phá mạnh mẽ, tạo đà thắng lợi ngay từ những tháng đầu năm 2026
Phú Thọ: Ngày hội bầu cử - Động lực cho kỷ nguyên vươn mình của dân tộc

Giải mã đà tăng trưởng kỷ lục của một hãng hàng không Việt Nam

Đại Mỗ (Hà Nội): Bãi rác trên đất nông nghiệp đe dọa môi trường và sức khỏe cộng đồng

Quân khu 9: Bệnh viện Quân y 121 hội thảo góp phần nâng tầm y học

Hơn 30 chuyên gia từ Mỹ và Anh khám từ thiện cho bệnh nhân nghèo

TTYT huyện Yên Lạc: Đẩy mạnh cải cách hành chính hướng tới sự hài lòng người bệnh

Bệnh viện C Thái Nguyên: Nghiên cứu và ứng dụng khoa học, kỹ thuật trong công tác khám, chữa bệnh

Bệnh viện Lao và bệnh Phổi Thái Nguyên nỗ lực vượt mọi khó khăn trong khám và điều trị bệnh

Trung tâm Y tế thị xã Phổ Yên: Nơi người bệnh gửi gắm niềm tin

Bệnh viện A Thái Nguyên: Nỗ lực, cống hiến, vì sức khỏe nhân dân

Trung tâm y tế huyện Đồng Hỷ: Nâng cao chất lượng chăm sóc và bảo vệ sức khỏe nhân dân

Trung tâm Y tế Chợ Đồn (Bắc Kạn): Không ngừng đổi mới, nâng cao chất lượng khám chữa bệnh
